- Dedicating for every
possibilities of sensing solution
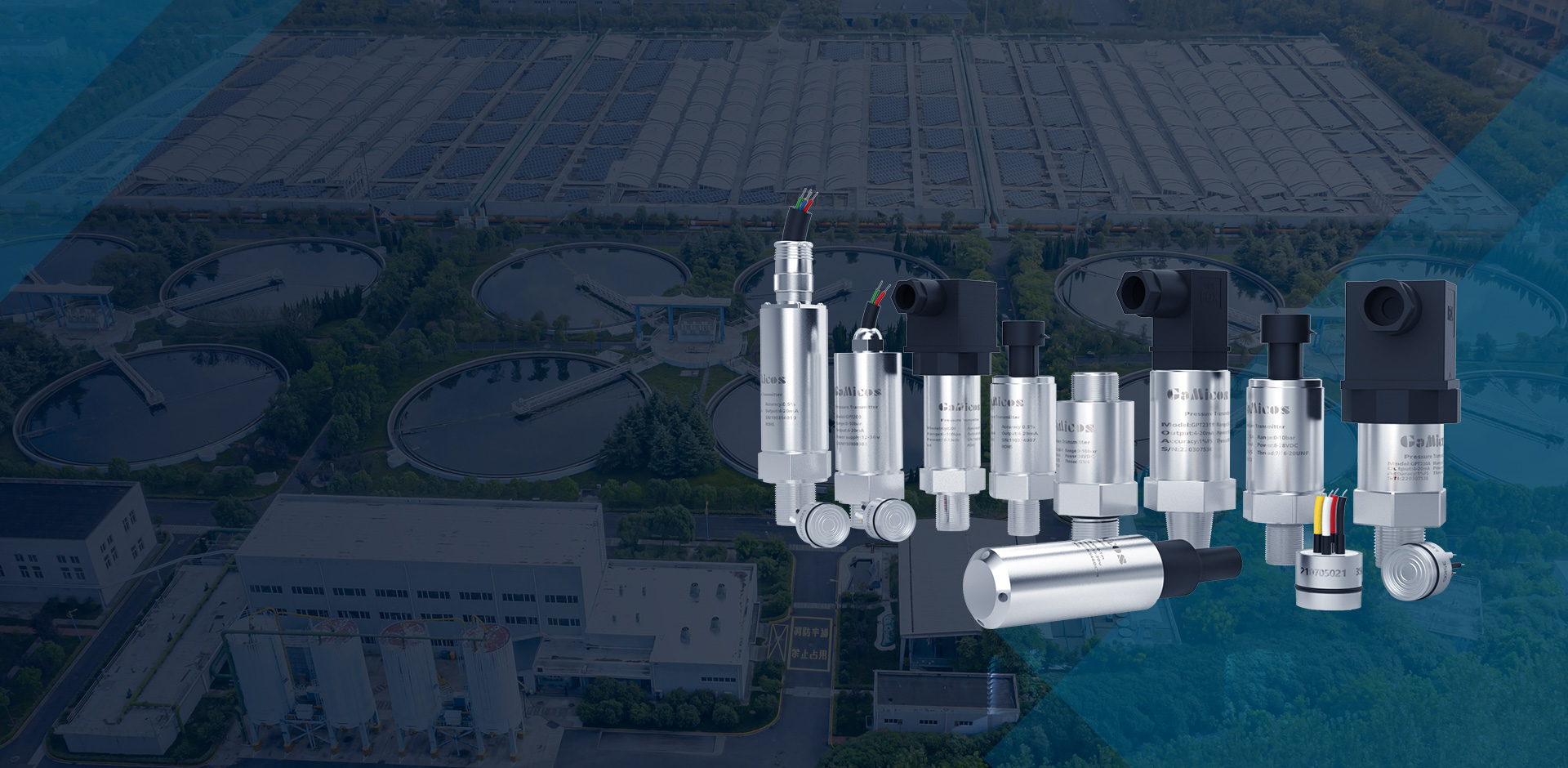
- Product
- Pressure Sensor
- Pressure Transmitter
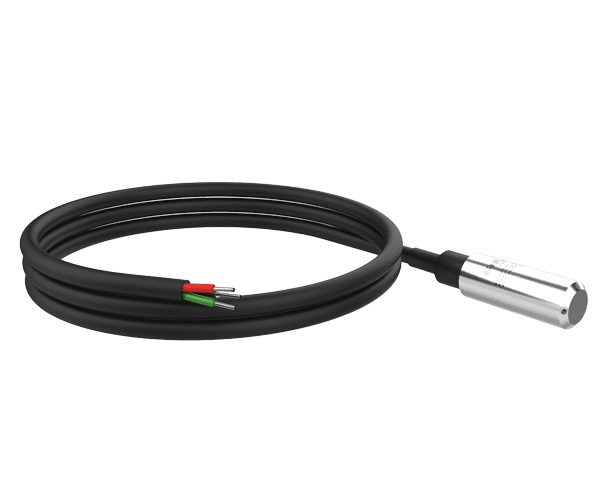
- Level Transmitter
- Fuel Level Sensor
- Ultrasonic Level Sensor
- Radar Level Sensor
- Water Level Meter
- Accessories
- General pressure sensor Sanitary pressure sensor Differential pressure sensor I2C pressure sensor
-

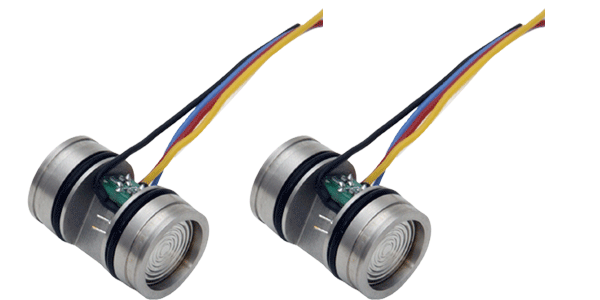
General pressure sensor
Sanitary pressure sensor
Differential pressure sensor
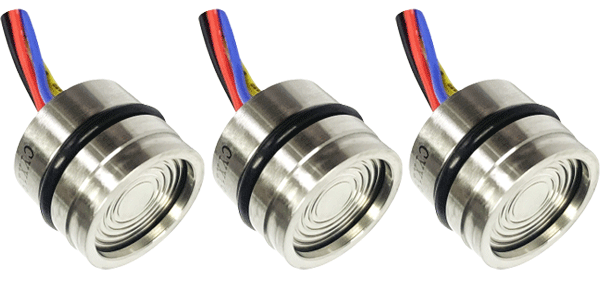
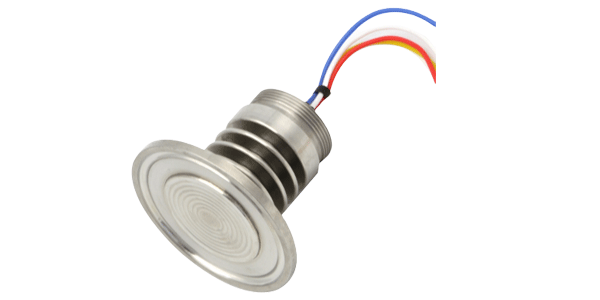
I2C pressure sensor
- General pressure transmitter Sanitary pressure transmitter High temperature pressure transmitter Anti-corrosive pressure transmitter Industrial pressure transmitter Differential pressure transmitter Digital pressure transmitter Melt pressure transducer Sputtered Thin Film Pressure Transmitter Wireless Pressure Transmitter
-

General pressure transmitter

Sanitary pressure transmitter

High temperature pressure transmitter

Anti-corrosive pressure transmitter
Industrial pressure transmitter
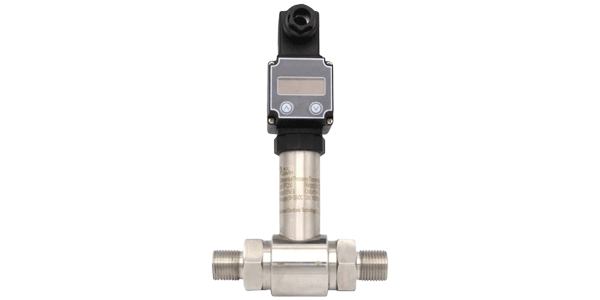
Differential pressure transmitter

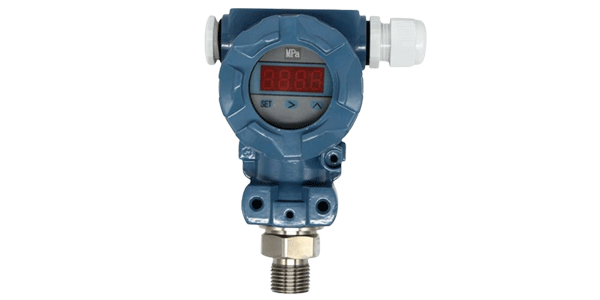
Digital pressure transmitter

Melt pressure transducer
Sputtered Thin Film Pressure Transmitter

Wireless Pressure Transmitter
- Submersible level transmitter Anti-corrosive level transmitter Anti-pollution level transmitter Integrated temperature level transmitter Small diameter level transmitter Wireless Level Transmitter
-

Submersible level transmitter
Anti-corrosive level transmitter

Anti-pollution level transmitter

Integrated temperature level transmitter

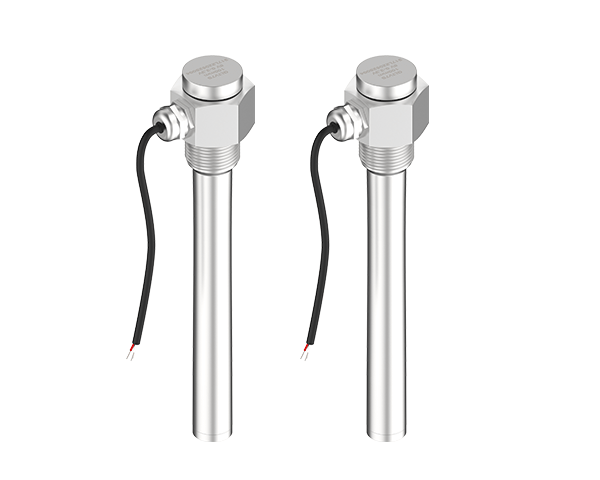
Small diameter level transmitter

Wireless Level Transmitter
- Capacitive fuel level sensor Mechanical fuel level gauge Reed switch fuel level sensor Magnetostrictive fuel level sensor
-

Capacitive fuel level sensor

Mechanical fuel level gauge

Reed switch fuel level sensor

Magnetostrictive fuel level sensor
- General ultrasonic level sensor Anti-corrosive ultrasonic level sensor Industrial ultrasonic level sensor Handheld ultrasonic level sensor External ultrasonic level sensor
-

General ultrasonic level sensor

Anti-corrosive ultrasonic level sensor

Industrial ultrasonic level sensor

Handheld ultrasonic level sensor

External ultrasonic level sensor
- Solution
- Chemical Vehicles Oil and Gas Food and Medicine Fuel Monitoring Water treatment Machinery Manufaturing Municipal fire Hydrologic monitoring Refrigeration Drilling Exploration
-

Chemical

Vehicles

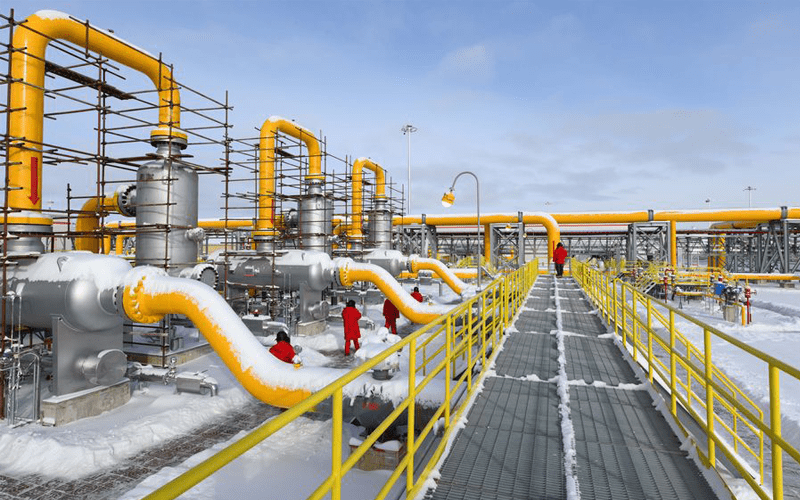
Oil and Gas

Food and Medicine

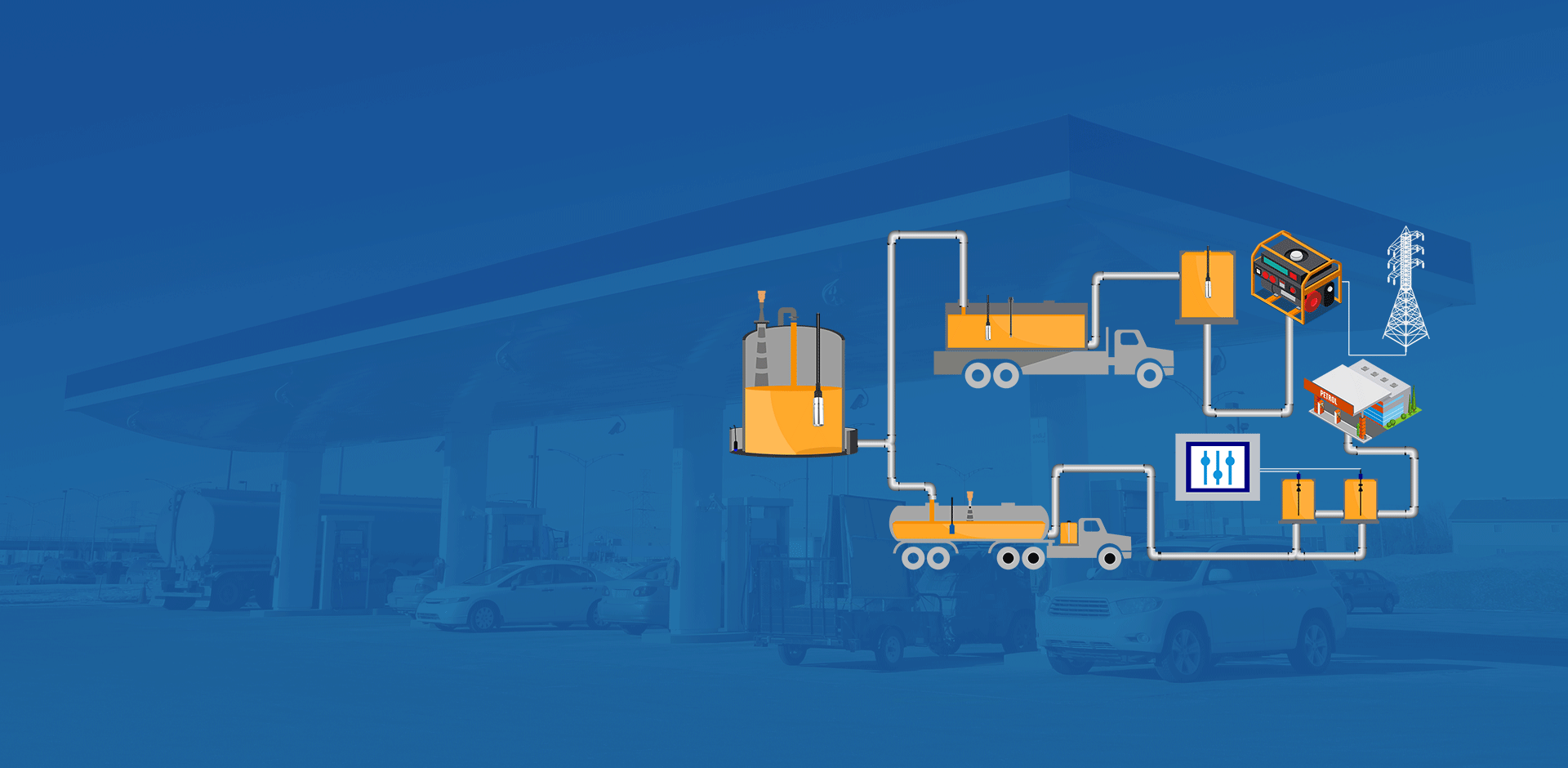
Fuel Monitoring

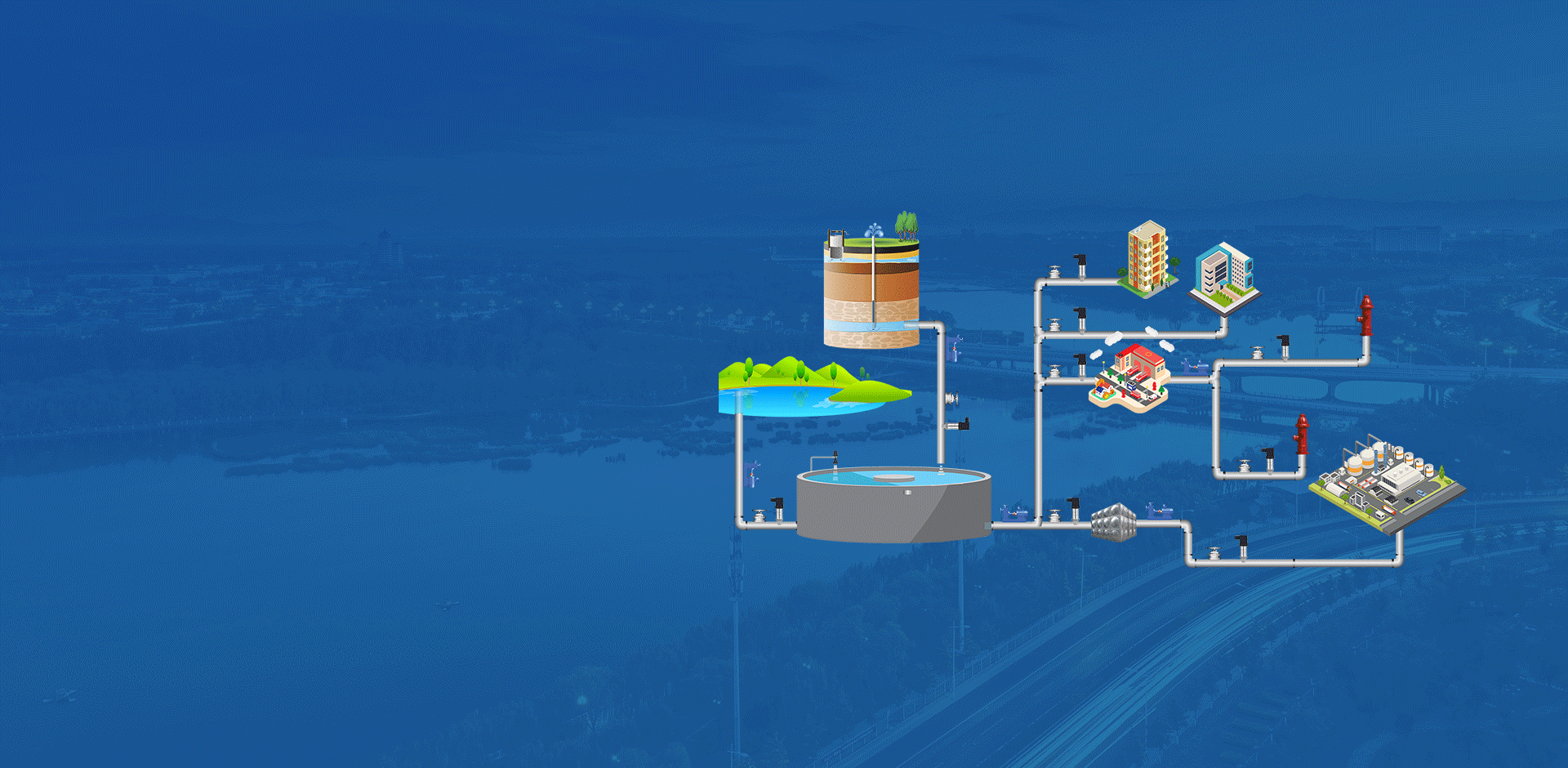
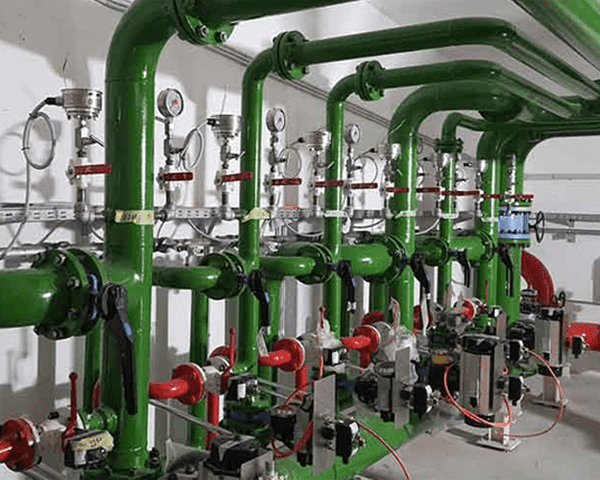
Water treatment

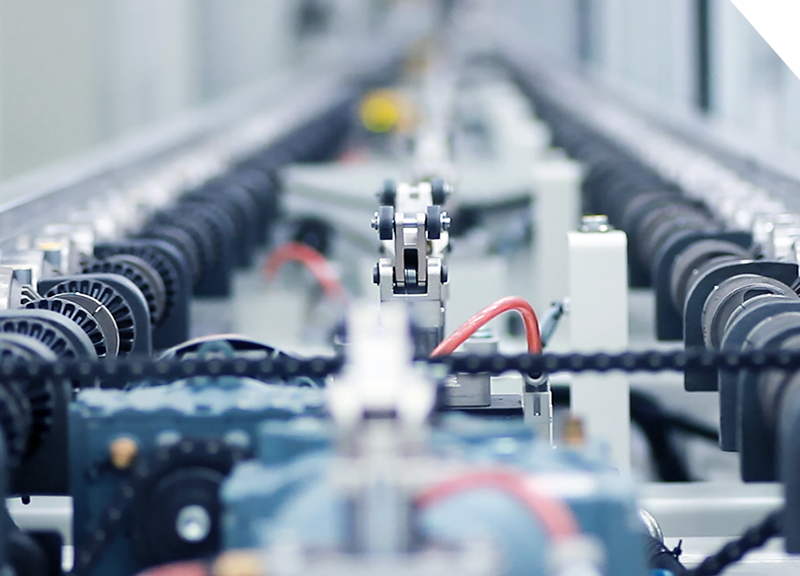
Machinery Manufaturing
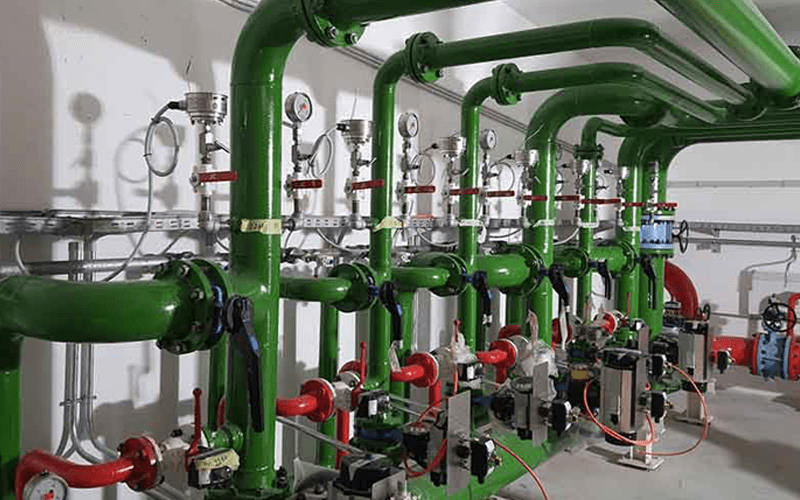
Municipal fire
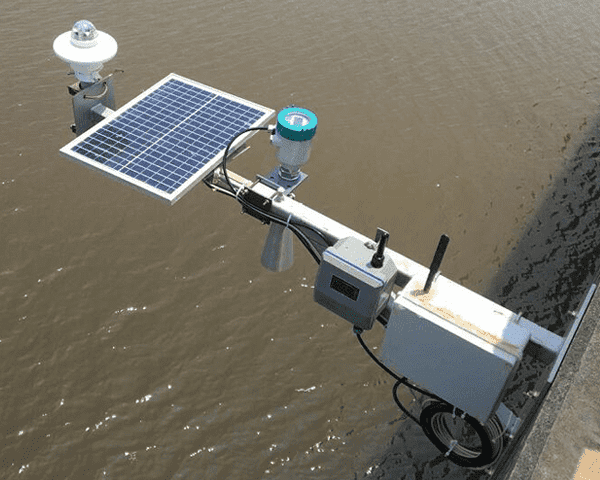
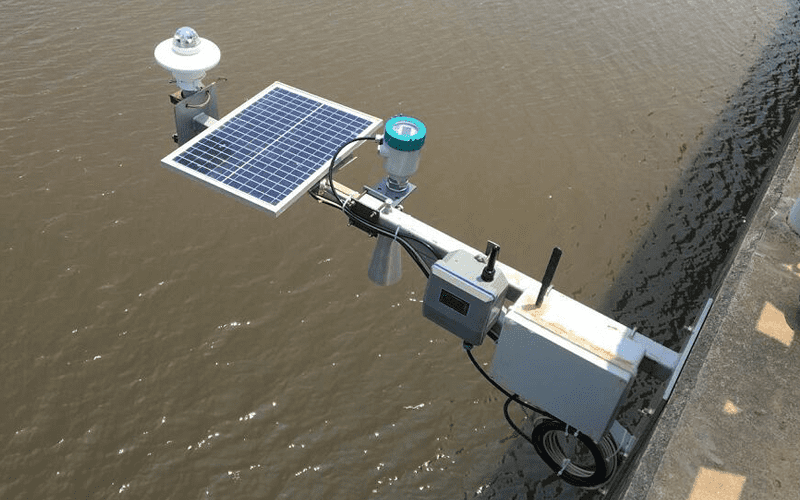
Hydrologic monitoring
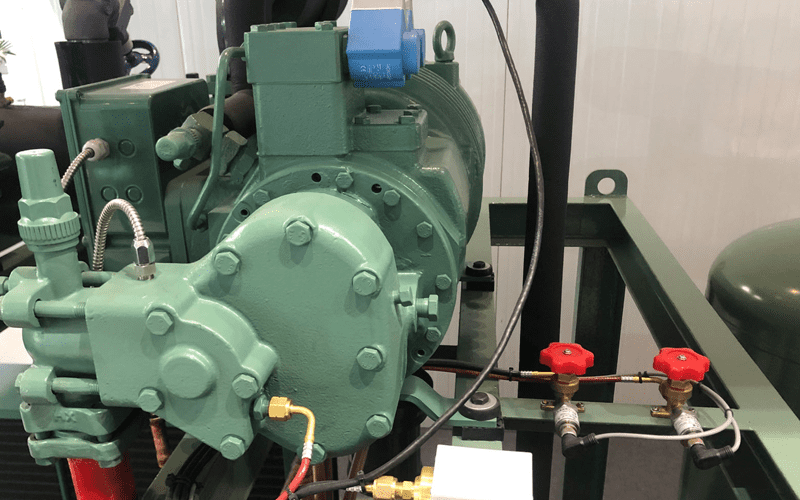
Refrigeration

Drilling Exploration
- Service
- Support
- Blog
- IOT
- About us