When searching for a reliable radar level transmitter supplier for road construction applications, China offers compelling advantages through its advanced manufacturing capabilities and competitive pricing. High-precision 80GHz radar level measuring systems that satisfy international requirements for materials handling systems, fuel tank management, and construction equipment monitoring are the specialty of Chinese manufacturers such as GAMICOS.
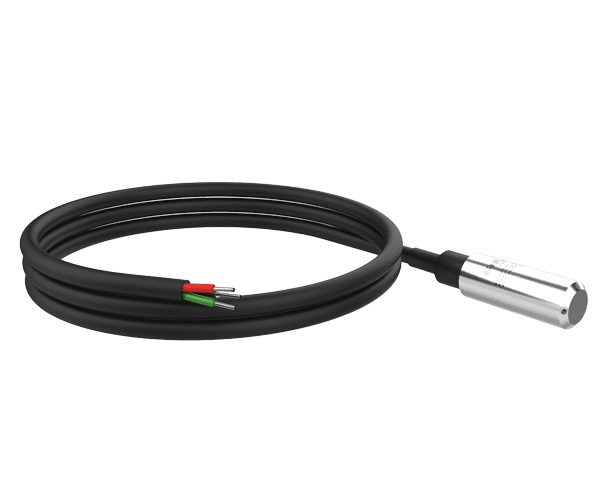
With a measurement precision of up to ±1mm thanks to FMCW technology, these advanced instruments are perfect for important infrastructure projects where accurate liquid and solid level monitoring guarantees operational efficiency and safety compliance.
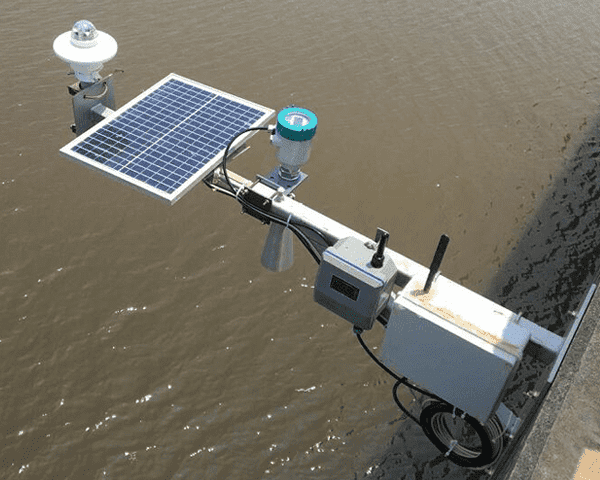
As infrastructure construction picks up speed globally, the demand for radar level transmitters is growing. Automated monitoring systems are being used more and more in road construction projects to keep tabs on machine performance, material levels, and fuel usage. By fusing state-of-the-art technology with economical manufacturing skills, Chinese manufacturers have established themselves as top suppliers.
China's Manufacturing Advantages in Radar Level Transmitter Production
Advanced Technology Integration
Chinese producers have made significant investments in creating advanced radar technology platforms. When compared to conventional 26GHz systems, the 80GHz frequency spectrum performs better, offering more precision and less interference. Automated production lines in manufacturing facilities maintain competitive price structures while guaranteeing constant quality.

Production capabilities include a wide variety of measuring technologies and frequency ranges. The most recent development is represented by FMCW radar systems, which provide continuous wave capabilities with remarkable accuracy. Modern testing apparatus is used in Chinese manufacturers to verify performance requirements before to export.
Cost-Effective Production Scale
Chinese vendors may provide low prices without sacrificing quality standards because to manufacturing scale benefits. While maintaining stringent quality control procedures, large manufacturing volumes lower prices per unit. International buyers looking for bulk buying options especially benefit from this cost efficiency.
Supply chain optimization lowers material costs by forming strategic alliances with vendors. Manufacturers may minimize manufacturing delays and maintain control over component quality via vertical integration. Better pricing for end users in international markets is a direct result of these operational efficiencies.
Research and Development Capabilities
Sensor innovation is the focus of specialized technical teams maintained by Chinese businesses. Working together with research institutes speeds up the creation of patents and technologies. This dedication to development guarantees that goods stay competitive in quickly changing marketplaces.
Investing in testing facilities allows for thorough product validation in a range of operational environments. Product development cycles are supported by long-term reliability studies, electromagnetic compatibility testing, and environmental testing. These skills show the technical proficiency that foreign purchasers need.
Strategic Approaches for Identifying Reliable Manufacturers
Technical Capability Assessment
Conduct thorough technical audits to assess production facilities. Examine testing capability, manufacturing equipment, and quality control systems. Ask for comprehensive technical specifications that show environmental tolerances, operational ranges, and measurement accuracy, especially for specialized equipment like Radar Level Transmitters.
Analyze product portfolios to learn about application knowledge and areas of specialty. Manufacturers that provide a wide range of sensors usually have more technological expertise. Examine customization options for certain application needs that are not met by regular items.
Quality Management System Evaluation
Examine the quality control methods used at all stages of manufacturing. Established quality management frameworks are indicated by ISO 9001 accreditation. Examine the processes for final product validation, in-process testing, and incoming material inspection.
Test certifications, traceability systems, and calibration records should all be included in quality documentation. Manufacturers that keep thorough quality records show their dedication to reliable product performance. Long-term supply ties are reassured by these methods.
Customer Reference Verification
To assess a manufacturer's performance in practical applications, get in touch with current clients. Pay attention to businesses who have comparable application needs and volume projections. Talk about long-term delivery performance, technical support quality, and product dependability.
References from overseas clients give light on export potential and the efficacy of cross-cultural communication. Long-term partnerships that are successful show a manufacturer's stability and dedication to client pleasure. Technical claims and service commitments are validated by these sources.
Manufacturing Capacity Analysis
Analyze production capacity in relation to anticipated demand. Manufacturers need to show that they can increase production to accommodate bigger orders without sacrificing delivery dates. Examine the rates of equipment use and expansion potential for future growth.
Resilience of the supply chain becomes essential when the market is disrupted. Analyze inventory control procedures and supplier diversity tactics. Production continuity and regular component availability are guaranteed by strong supply networks.
Customization and Engineering Support
Assess engineering prowess for the creation of unique products. Certain mounting arrangements, communication protocols, or environmental requirements are necessary for many applications. Strong engineering teams enable manufacturers to successfully alter conventional items.
Implementation success is directly impacted by the quality of technical assistance. Examine the availability of application engineers who are familiar with the measurement difficulties encountered in construction settings. Successful product deployment is facilitated by thorough documentation and training materials.
Essential Certification Requirements for International Markets
CE Certification RoHS Compliance ISO 9001 ATEX Certification SIL Ratings
International Safety Standards
Compliance with CE certification guarantees that goods fulfill European safety and electromagnetic compatibility standards. This certification proves that it complies with important environmental, health, and safety regulations. For road construction equipment, or devices like Radar Level Transmitters, to be used in European markets, CE compliance is often required.
RoHS certification confirms that hazardous materials are restricted in electronic components. Environmental standards are progressively requiring limited material consumption and lead-free production. Testing certifications and comprehensive material composition reports should be included in compliance paperwork.
Industry-Specific Certifications
Operating in explosive environments, which are typical in fuel storage applications, is made possible by ATEX certification. Flammable materials are often used on road building sites, necessitating the use of inherently safe equipment. Make that the expected application environments and measurement media are covered by the certification scope.
Functional safety performance in crucial applications is indicated by SIL (Safety Integrity Level) ratings. Certain SIL levels may be necessary for construction equipment monitoring systems to comply with safety regulations. Examine certification records to make sure the safety ratings are correct.

Metrology and Calibration Standards
Accredited labs' calibration certifications attest to the accuracy of measurement assertions. Traceability to international standards is provided by national metrology institutions. Throughout the duration of the product, consistent calibration intervals guarantee ongoing measurement performance.
Environmental performance under temperature, humidity, and vibration conditions should be documented in testing certifications. Equipment is subjected to harsh circumstances in construction settings, necessitating verified performance standards. Decisions on application appropriateness are supported by extensive testing data.
Recommended Sourcing Channels and Platforms
Trade Show Participation
Direct access to Chinese producers displaying the newest innovations is made possible via international trade shows. Comprehensive sensor displays may be seen at events such as the Shanghai Industrial Automation Exhibition and the China International Industry Fair. In-person interactions facilitate the development of relationships and in-depth technical conversations.
Measurement and control technology are the main focus of specialized automation exhibits. These events attract manufacturers that are dedicated to expanding their global markets. Measurement performance and construction quality may be directly assessed via product demonstrations.
B2B Platform Utilization
Initial manufacturer identification and certification are made easier by well-established B2B platforms. Programs for verified suppliers provide further assurance by means of independent verification. Platform messaging systems provide effective communication in the early stages of assessment.
Product catalogs, client testimonials, and business histories are all included in comprehensive supplier profiles. Before having in-depth conversations, this information assists initial screening. Initial procurement risks are decreased by platform transaction protection services.
Direct Manufacturer Contact
Better price and customization options are often offered via direct contact. Manufacturer value serious purchasers who take the effort to comprehend technical specifications. Better support is made possible by personal interactions at every stage of the product lifecycle.
Building relationships and conducting a thorough competence evaluation are made possible by factory visits. Confidence in quality capabilities is derived from direct observation of production operations. Discussions on custom development and technical cooperation are facilitated by meeting engineering teams.
Key Considerations for OEM/ODM Cooperation
Intellectual Property Protection
Establish clear intellectual property agreements before sharing technical specifications. Non-disclosure agreements protect proprietary design information and application details, especially for products like Radar Level Transmitters. Chinese manufacturers increasingly respect IP rights as they develop their own technologies.
Patent landscapes require careful navigation to avoid infringement issues. Manufacturers should provide freedom-to-operate analysis for custom designs. Collaborative development agreements should address ownership of jointly developed intellectual property.
Custom Design Development
Define technical requirements comprehensively to avoid misunderstandings during development. Detailed specifications should include performance parameters, environmental conditions, and interface requirements. Clear documentation reduces development time and iteration cycles.
Prototype development phases allow validation of design concepts before full production. Staged development with milestone reviews ensures projects remain on track. Regular communication during development prevents costly late-stage changes.
Manufacturing Rights and Exclusivity
Negotiate manufacturing rights carefully to protect market positions. Exclusive arrangements may command higher pricing but provide market protection. Non-exclusive arrangements offer cost advantages but reduce competitive barriers.
Geographic restrictions can balance cost and exclusivity considerations. Regional exclusive rights protect key markets while allowing global cost optimization. These arrangements require careful legal documentation to prevent conflicts.
Factory Audits and Quality Control Recommendations
Production Process Assessment
Comprehensive factory audits should evaluate manufacturing equipment, process controls, and quality systems. Modern production lines demonstrate commitment to consistent quality and efficiency, especially when producing products like Radar Level Transmitters. Automated testing equipment ensures every unit meets specifications.
Employee training programs indicate manufacturer investment in workforce development. Skilled technicians and engineers support consistent production quality. Quality culture assessment reveals organizational commitment to continuous improvement.
Testing and Validation Procedures
Review testing protocols for incoming materials, in-process validation, and final product verification. Calibrated test equipment ensures accurate measurement validation. Environmental testing capabilities verify performance under extreme conditions.
Documentation systems should maintain complete traceability from raw materials to finished products. Quality records enable root cause analysis and continuous improvement initiatives. These systems demonstrate professional quality management approaches.
Supply Chain Management
Evaluate supplier qualification processes and ongoing monitoring procedures. Approved vendor lists indicate systematic approach to supply chain quality. Regular supplier audits ensure continued compliance with quality standards.
Inventory management systems should balance availability with carrying costs. Just-in-time delivery capabilities reduce customer inventory requirements. Robust supply chains minimize disruption risks during market volatility.
Conclusion
Selecting the right radar level transmitter manufacturer in China requires systematic evaluation of technical capabilities, quality systems, and service commitment. Successful partnerships depend on clear communication, mutual understanding, and shared commitment to quality outcomes. Chinese manufacturers offer compelling advantages through advanced technology, competitive pricing, and growing international expertise.
The road construction industry benefits significantly from partnering with established Chinese suppliers who understand application requirements and provide comprehensive support. Due diligence in manufacturer selection ensures long-term success through reliable products, competitive pricing, and responsive service. Investment in supplier relationships provides sustainable competitive advantages in dynamic global markets.