Pressure transmitter and mine hydraulic supports
Coal mining, as one of the core industries for energy supply, faces critical challenges where underground operational safety and production efficiency are directly linked to sustainable industry development and personnel safety. Mining hydraulic supports are key equipment in underground fully-mechanized mining faces. Their primary function is to support the roof and ensure the stability of the working space. The working pressure of hydraulic supports directly determines the support strength and is a crucial control parameter for preventing safety incidents such as roof collapse and rib spalling.

The selection of pressure transmitters must also meet the stringent requirements of underground conditions: high temperature and humidity, strong vibration, high dust, and flammable/explosive gas atmospheres. Currently, traditional mining pressure measurement devices in the coal industry often use ceramic or standard diffused silicon sensing elements. These suffer from issues like insufficient accuracy, weak anti-interference capability, poor sealing performance, and inadequate explosion-proof ratings, making them difficult to adapt to the precision, stability, and safety demands of intelligent mining for pressure monitoring. With the advancement of intelligent and unmanned mining technologies, pressure transmitters featuring high reliability, high accuracy, resilience in harsh environments, and intrinsic safety have become a core industry demand for upgrading.
Customer Pain Points
In the scenario of pressure monitoring for mining hydraulic supports, coal mining enterprises commonly face the following core pain points:
1. Insufficient Measurement Accuracy:The working pressure of hydraulic supports is significantly affected by underground temperature fluctuations, hydraulic oil viscosity changes, and equipment vibration. Traditional pressure transmitters lack precise temperature compensation mechanisms, leading to measurement errors potentially reaching ±1.0% to ±2.0% FS. This causes deviations in judging support pressure, which can result in insufficient support strength or overload damage to the supports, creating hidden safety hazards.
2. Poor Adaptability to Harsh Environments:The high-dust, high-humidity, and high-vibration underground environment causes traditional devices' seals to fail easily, with frequent failures like sensing element wear and short circuits. Some equipment has weak anti-vibration performance, leading to severe data drift during hydraulic support movement and unstable pressure signal output.
3. Weak Overload Tolerance: Instantaneous pressure surges often occur during the start-stop cycles of hydraulic supports. Traditional pressure transmitters typically have insufficient overload capacity (often ≤150% FS). Frequent pressure shocks shorten device lifespan and increase replacement costs.
Product Recommendation
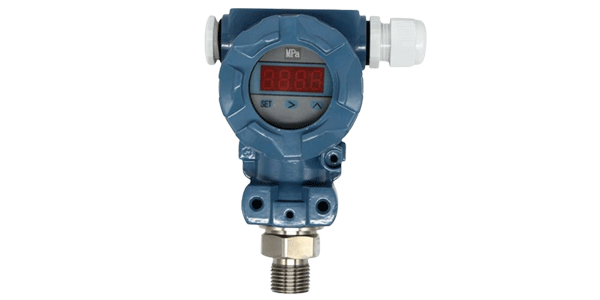
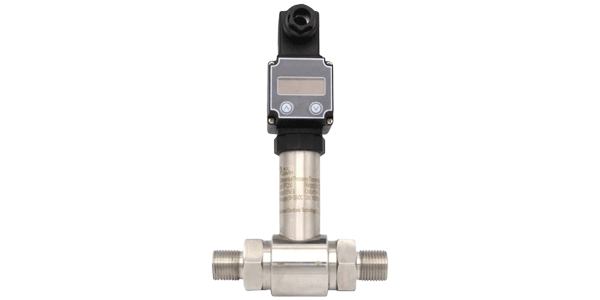
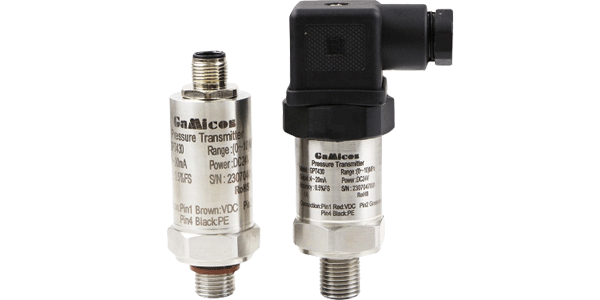
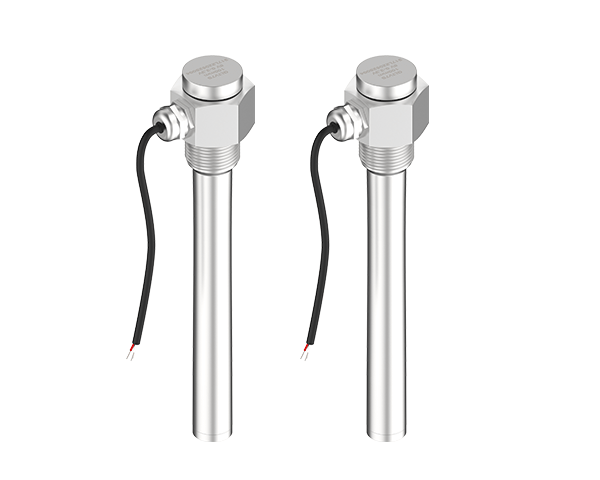
Addressing the special working conditions of mining hydraulic supports and customer pain points, the GPT430 Pressure Transmitter is recommended. Its core advantages, working principle, and suitability are as follows:

Working Principle
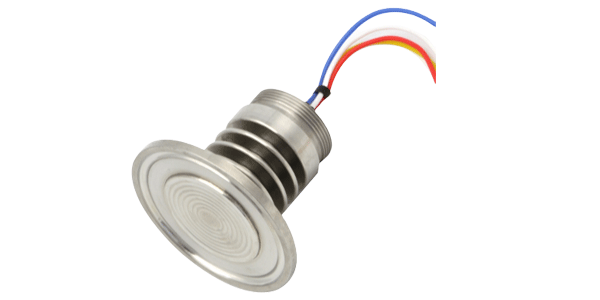
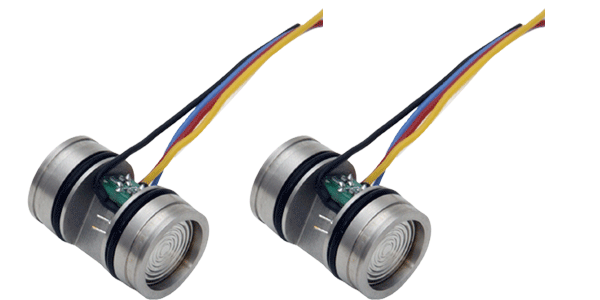
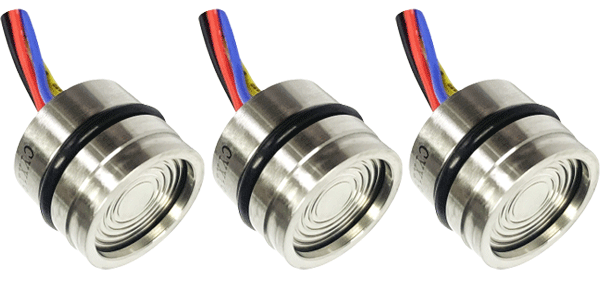
The GPT430 Pressure Transmitter is based on a highly reliable metal thin-film sensing element design. Its core sensing element uses 17-4PH elastic stainless steel. A high-precision pressure sensing structure is formed via a metal sputtering process. When hydraulic oil pressure from the support acts on the diaphragm, the sensing element converts the pressure signal into a weak electrical signal.This signal undergoes temperature compensation, non-linear correction, and signal conditioning via built-in digital circuitry before outputting standard industrial network signals (4–20mA, RS485, etc.). The product employs a fully welded hermetic structure, combined with cyclic loading for stress relief and aging process treatment, ensuring signal stability and device reliability in harsh environments.
Core Advantages
1. High Accuracy & Strong Stability:Supports multiple accuracy classes: 0.1% FS (custom), 0.25% FS (custom), and 0.5% FS. Non-linearity ≤0.1% FS. Zero and sensitivity temperature drift ≤0.01% FS/°C. Effectively compensates for the impact of underground temperature changes on measurement, ensuring long-term pressure data accuracy. Long-term stability ≤0.1% FS/year, minimizing the need for frequent recalibration.
2.Strong Adaptability to Harsh Environments:Media temperature range -40°C to +150°C, ambient temperature range -40°C to +85°C, fully covering underground temperature and humidity ranges. Vibration resistance up to 20g (10Hz–2000Hz), shock resistance 100g/11ms, capable of withstanding vibrations and pressure surges during hydraulic support operation. Protection rating IP65 (IP68 customizable). The fully welded structure effectively blocks dust and moisture, preventing sensing element damage.
3.Wide Range for Diverse Needs: Measuring range covers 0 MPa to 150 MPa. Can be flexibly selected based on the working pressure of hydraulic support legs and cylinders (typically 0–60 MPa). Supports both gauge and absolute pressure types, meeting various monitoring scenario requirements.
Solution Implementation
Case Background
A large state-owned coal mine's fully-mechanized mining face was equipped with 300 units of ZF10000/21/45 hydraulic supports. Previously, traditional ceramic sensing element pressure transmitters were used, which suffered from significant measurement error (±1.5% FS), poor vibration resistance, and seal failures. This led to distorted pressure monitoring data for the hydraulic supports, causing frequent false alarms for overload or insufficient support. This necessitated shutdowns for maintenance 2-3 times per month, severely impacting coal mining efficiency and posing safety risks. An upgrade of the pressure monitoring solution was urgently needed.
Solution Implementation
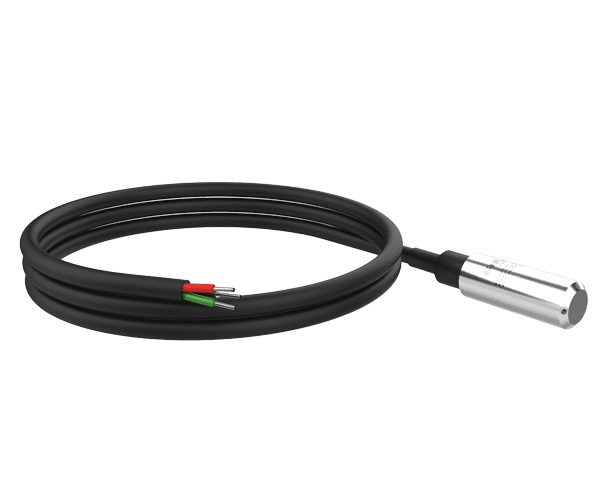
1.Model Selection: Based on the working pressure range of the support legs (0–50 MPa), the GPT430 Pressure Transmitter was selected with the following configuration:
Range: 0–50 MPa, Pressure Type: Gauge, Output Signal: 4–20mA, Power Supply: 12–30VDC, Accuracy: 0.1% FS, Electrical Connection: Direct Cable (IP68 protection) Pressure Port: G1/2
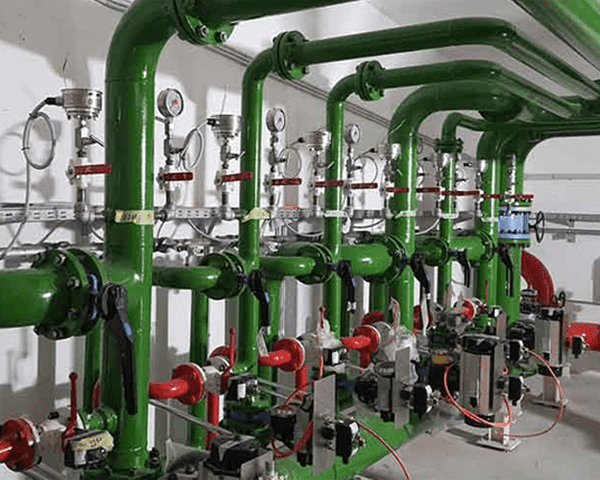
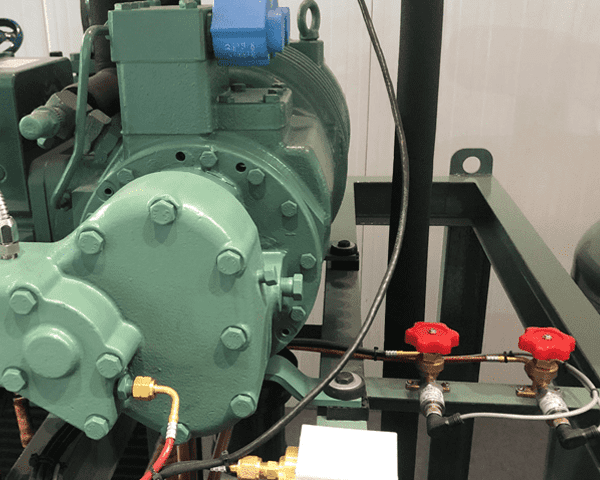
2. Installation: Transmitters were installed via threaded connection at the pressure measurement ports on the hydraulic support legs and cylinders, ensuring leak-proof seals to prevent hydraulic oil leakage. Mining flame-retardant cables were used, routed and secured along support conduits to avoid damage during operation. Sensor housings were grounded to enhance electromagnetic interference (EMI) resistance.
3. Commissioning:After installation, zero and full-scale calibration was performed based on the hydraulic supports' rated working pressure. The temperature compensation function was utilized to correct for the impact of underground ambient temperature on measurements. The transmitter's 4–20mA output signal was connected to the mine's intrinsically safe monitoring system. Data transmission stability was verified, ensuring real-time pressure data upload to the surface dispatch center.
Results & Benefits
Significantly Improved Measurement Accuracy:The GPT430 Pressure Transmitter's measurement error was controlled within ±0.1% FS (corresponding to an error ≤0.05 MPa for the 0–50 MPa range). Compared to traditional devices, accuracy improved by 93%. Pressure monitoring data became precise and reliable, completely resolving misjudgment of support pressure and effectively preventing safety risks from support instability or overload damage.
Markedly Enhanced Adaptability to Harsh Environments: The product operated stably for 8 months in the high-dust, high-humidity, high-vibration underground environment without failure. Sealing performance was excellent, with no occurrences of sensing element damage or signal drift. Device failure rate dropped from the previous 15 incidents per month to zero. Vibration resistance and protection performance fully met underground operational requirements.
Substantially Reduced Maintenance Costs: The product's long-life and high-stability design reduced maintenance frequency from 2-3 times per month to one routine inspection every 6 months, lowering maintenance costs by 75%. The need for frequent shutdowns for repairs was eliminated, ensuring continuous operation of the fully-mechanized mining face.
Optimized Intelligent Management Efficiency:Pressure data is uploaded in real-time via the monitoring system to the surface dispatch center, enabling remote monitoring of hydraulic support pressure status and historical data traceability. This provides precise data support for adjusting support parameters and planning equipment maintenance. Coal mining operational efficiency increased by 12%, and face production capacity improved by 8%.